The global industrial refrigeration market is undergoing a seismic shift. As the demand for pharmaceutical cold chains and fresh food logistics explodes, the core component of these systems—the Cold Storage Condenser—is evolving from a simple heat exchanger into an intelligent, high-efficiency thermal management node. Today's high-quality cold storage condenser factories are no longer just metal fabricators; they are engineering hubs integrating IoT, thermodynamics, and sustainable material science.
With global energy prices soaring, modern condensers now utilize enhanced fin-tube geometries and variable speed fans to reduce TCO (Total Cost of Ownership) by up to 35% compared to legacy systems.
The transition toward CO2 (R744) and Ammonia (R717) systems is mandatory in many regions. Our factory designs are fully compatible with natural refrigerants to meet global ESG standards.
Plug-and-play condensing units are the future. Reduced installation time and factory-tested reliability ensure that large-scale warehouses can scale operations without technical bottlenecks.
Shaanxi YuanShengHeTong Refrigeration Co., Ltd. is a professional factory and enterprise focusing on insulation panels and refrigeration equipment. Besides product manufacture, we also provide services like project design, construction, installation, as well as after-sales service.
We integrate "high quality products, one-stop project solution, engineering advanced services, and international trade" to provide customers with excellent products and satisfied services. Our involved professional fields include refrigeration of fruits, vegetables, food industry; also refrigeration of large supermarkets, restaurants, hotels, medical and logistics companies etc.
Our business in refrigeration fields started in 1996, with more than 20 years experience in refrigeration industry, we are confident in our professionality. And our factory is specializing in refrigeration manufacturing and technology.

Sqm Production Site
Skilled Workers
Years Experience
QC Specialists
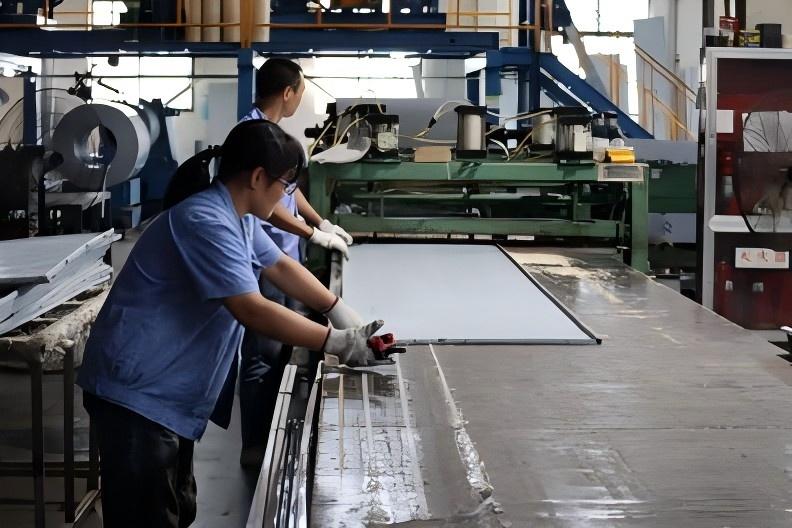
With about 180 workers and 10 QC team, the quality and efficiency are guaranteed of our products. Now, the factory has an existing production site of 60,000 square meters, 4 standardized workshops, high quality and efficient production equipment, as well as advanced production lines and techniques. Our factory mainly produces PIR(Polyisocyanurate) and PU(Polyurethane) sandwich panels, cold storage doors, air coolers, condensers, condensing units, compressor units etc.
Founder started business from refrigeration equipment marketing and installation.
First factory completed in Shaanxi; produced our first cam-lock sandwich panels.
Second factory in LanZhou completed, covering north-west China market.
Relocated to 120-acre area with 8 advanced workshops for international business.
Input first automatic split-joint production line for high-precision insulation.
Second advanced automatic production line put on stream; higher productivity reached.
Committed to sustainability, moving towards an eco-friendly smart factory model.
Integrating AI-driven thermal management and global localization support.
International buyers are no longer just looking for "cheap" units. The procurement intent has shifted toward:
We are investing in Microchannel Heat Exchanger (MCHE) technology, which reduces refrigerant charge by 40% while improving heat transfer efficiency. Our roadmap includes integrated sensors that communicate with cloud-based monitoring systems to predict maintenance needs before a failure occurs.





High quality is defined by heat exchange efficiency, the purity of the copper/aluminum used, and the precision of the fin-spacing. At our factory, we use 99.9% pure copper and automated expansion processes to ensure a perfect bond between tube and fin.
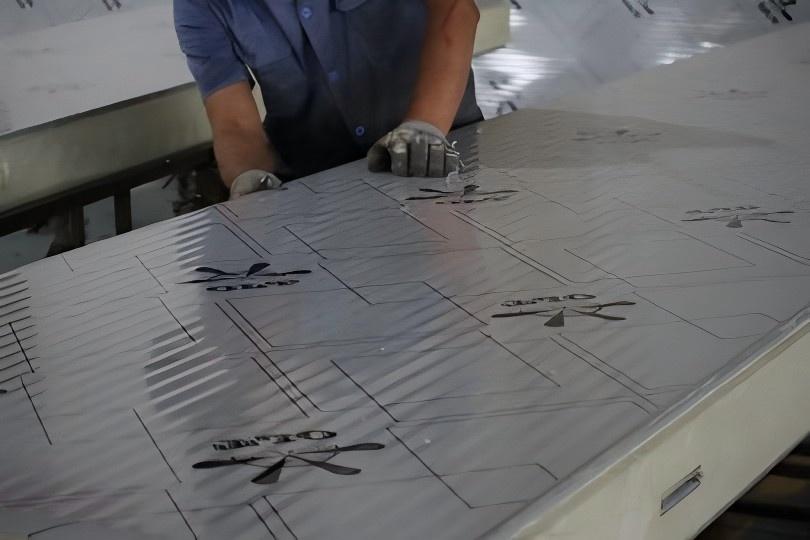
Our panels feature high-density polyurethane cores with advanced cam-lock mechanisms. This ensures zero thermal bridging, meaning the condenser doesn't have to work overtime to compensate for heat leakage.
Yes. For tropical regions, we offer oversized condenser coils and anti-corrosion treatments. For arctic environments, we provide winter-start kits and heated fan motors.
Standard units usually ship within 15-20 days. Custom-engineered large-scale projects vary but are streamlined through our 8 specialized workshops to ensure the fastest market entry.









