Advanced Condensing Units & Evaporators for Cold Chain Infrastructure
A Deep Dive into Engineering Quality, Thermodynamics, and Global Supply Chain Dynamics
In the global refrigeration landscape, the term "China Commercial Condenser Manufacturer" has evolved from representing cost-effective production to signifying high-precision engineering and "Information Gain" in thermal management. Shaanxi YuanShengHeTong Refrigeration Equipment Co., Ltd. stands at the forefront of this transformation, leveraging decades of metallurgical expertise and thermodynamic research to deliver solutions that exceed international standards.
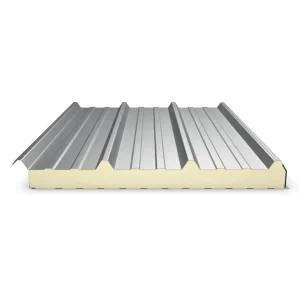
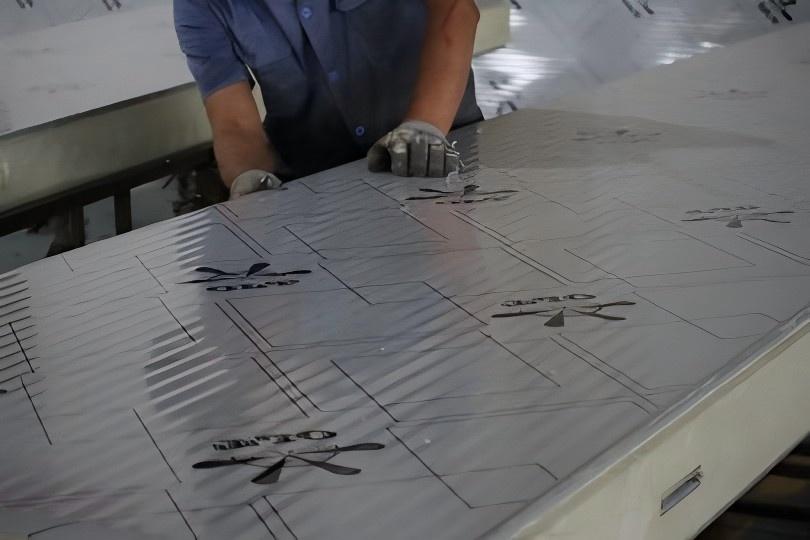
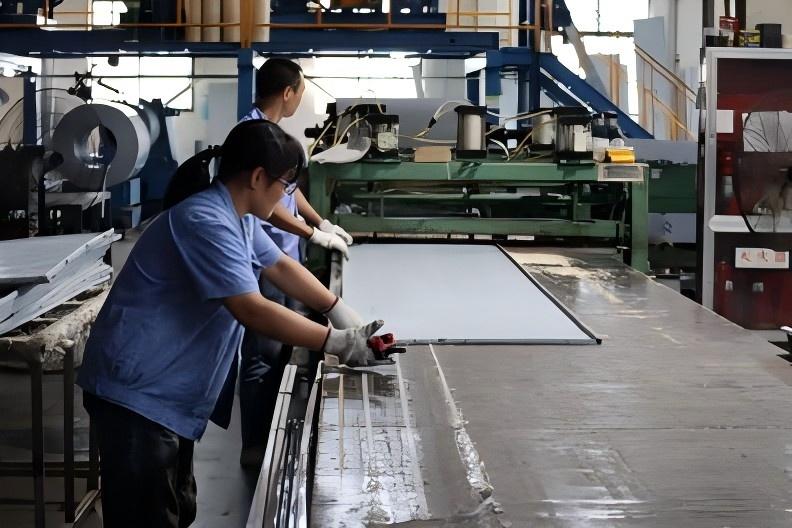
Modern Chinese factories offer more than just assembly. They provide integrated ecosystems where R&D meets large-scale manufacturing. Our facility integrates PIR (Polyisocyanurate) and PU (Polyurethane) sandwich panel production with advanced heat exchanger manufacturing, creating a seamless thermal envelope for cold storage projects.
Utilizing high-grade copper tubes and aluminum fins with optimized spacing for maximum heat dissipation efficiency in FNH and FNV series.
Strategic partnerships with brands like Copeland ensure our condensing units offer superior SEER (Seasonal Energy Efficiency Ratio) ratings.
Advanced anti-corrosion treatments for condensers operating in harsh coastal or industrial environments, extending service life by 40%.
Shaanxi YuanShengHeTong Refrigeration Co., Ltd. is a professional factory and enterprise focusing on insulation panels and refrigeration equipment. Besides product manufacture, we also provide services like project design, construction, installation, as well as after-sales service.
We integrate "high quality products, one-stop project solution, engineering advanced services, and international trade" to provide customers with excellent products and satisfied services. Our involved professional fields include refrigeration of fruits, vegetables, food industry; also refrigeration of large supermarkets, restaurants, hotels, medical and logistics companies etc.
Our business in refrigeration fields started in 1996, with more than 20 years experience in refrigeration industry, we are confident in our professionality. And our factory is specializing in refrigeration manufacturing and technology.

Navigating the shift towards sustainability and intelligent cooling
The industry is rapidly shifting toward CO2, Ammonia, and Hydrocarbons. Our condensers are being re-engineered to handle higher pressures and specialized thermodynamic properties.
Integration of sensors into condensing units allows for predictive maintenance, reducing downtime in critical pharmaceutical and food storage applications.
Variable speed fans and high-efficiency fin designs are no longer optional. Our 2023 move toward an eco-friendly factory reflects this global commitment.
Our commercial condensers are designed for global versatility, catering to diverse climatic conditions and industry requirements:
Blast freezers for fruit export and vegetable preservation units in Southeast Asia and South America.
Ultra-reliable temperature control for vaccine storage and laboratory environments using our scroll compressor units.
Massive 10,000+ ton cold storage facilities utilizing our PIR sandwich panels and screw compressor racks.
From a local workshop to an international refrigeration powerhouse


Our quality management systems are ISO certified, and our products meet CE and UL standards for international export markets.


One-Stop Procurement for Global Enterprise Needs
Global procurement directors face complex challenges: balancing initial CAPEX with long-term OPEX, ensuring regulatory compliance across borders, and minimizing logistics risk. Shaanxi YuanShengHeTong addresses these through a Turnkey Project Methodology.
Expert Insights into Commercial Condenser Selection
High-efficiency components for professional refrigeration systems