In the modern industrial landscape, a CE Certification High Temperature Condensing Unit is more than just a piece of hardware—it is the heart of critical infrastructure. High-temperature condensing units are specifically engineered to operate efficiently where suction temperatures are relatively high, typically serving applications like fruit ripening rooms, precision air conditioning, and high-velocity food processing zones. The technical challenges associated with these units revolve around maintaining a low discharge temperature while maximizing the coefficient of performance (COP).
As a leading exporter, our factory integrates Semantical Engineering principles to ensure that every unit not only meets the cooling demand but also adheres to the strict energy efficiency ratios (EER) demanded by the European and North American markets. High-temperature applications require robust compressor technology—utilizing world-class brands like Bitzer and Copeland—to handle the increased mass flow without sacrificing structural integrity.
Advanced PLC integration allows for ±0.5°C temperature fluctuations, critical for sensitive pharmaceutical and food-grade storage environments.
Our units carry full CE Certification, ensuring adherence to the Pressure Equipment Directive (PED) and Low Voltage Directive (LVD).
Designed for scalability, our FVB and FU series units can be networked to provide redundant cooling for large-scale logistics hubs.
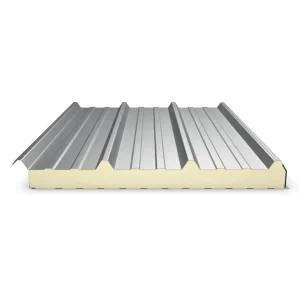
The global shift toward decentralized manufacturing hasn't diminished the pivotal role of Chinese Supply Chains in the refrigeration sector. Shaanxi YuanShengHeTong Refrigeration Equipment Co., Ltd. represents the pinnacle of this evolution. Our 60,000-square-meter facility is a hub of vertical integration. We don't just assemble; we manufacture the PIR/PUR sandwich panels, cold storage doors, and the intricate condenser-evaporator coils in-house.
For international procurement officers, this vertical integration translates to Information Gain: we provide transparent data on material sourcing, from the density of the polyurethane foam to the thickness of the galvanized steel. This eliminates the "hidden costs" often associated with fragmented sourcing. Furthermore, our location in China's industrial heartland allows us to leverage specialized logistics that reduce lead times for 40HC container shipments by up to 25% compared to regional competitors.
Shaanxi YuanShengHeTong Refrigeration Co., Ltd. is a professional factory and enterprise focusing on insulation panels and refrigeration equipment. Besides product manufacture, we also provide services like project design, construction, installation, as well as after-sales service.
We integrate "high quality products, one-stop project solution, engineering advanced services, and international trade" to provide customers with excellent products and satisfied services. Our involved professional fields include refrigeration of fruits, vegetables, food industry; also refrigeration of large supermarkets, restaurants, hotels, medical and logistics companies etc.
Our business in refrigeration fields started in 1996, with more than 20 years experience in refrigeration industry, we are confident in our professionality. And our factory is specializing in refrigeration manufacturing and technology.




Foundation established in refrigeration marketing and professional installation services.
First manufacturing plant in Shaanxi completed, pioneering cam-lock sandwich panel production.
Relocated to current 120-acre facility with 8 advanced workshops to meet global demand.
Deployment of the first fully automatic split-joint production line for high-precision PIR panels.
Second automated production line commissioned, drastically increasing efficiency and quality consistency.
Focus on Sustainability: Transitioning to eco-friendly refrigerants and green factory certification.
The integration of IoT (Internet of Things) into condensing units is no longer a luxury. Modern high-temperature condensing units are now equipped with remote monitoring capabilities. Our R&D team is focusing on "Predictive Maintenance" algorithms that analyze compressor vibration and refrigerant pressure to alert operators before a failure occurs.
With the global push against HFCs, the market for CO2 (R744) and Ammonia (R717) systems is growing. While our current focus remains on CE-certified HFC/HFO blends, we are actively developing high-temperature units compatible with ultra-low GWP (Global Warming Potential) gases to future-proof our clients' investments.
We understand that a condensing unit in the Middle East faces different challenges than one in Scandinavia. Our localization support includes customized condenser fin coatings for coastal (high-salt) environments and oversized fan motors for tropical climates where ambient temperatures frequently exceed 45°C.